185 6616 1122
185 6616 1122

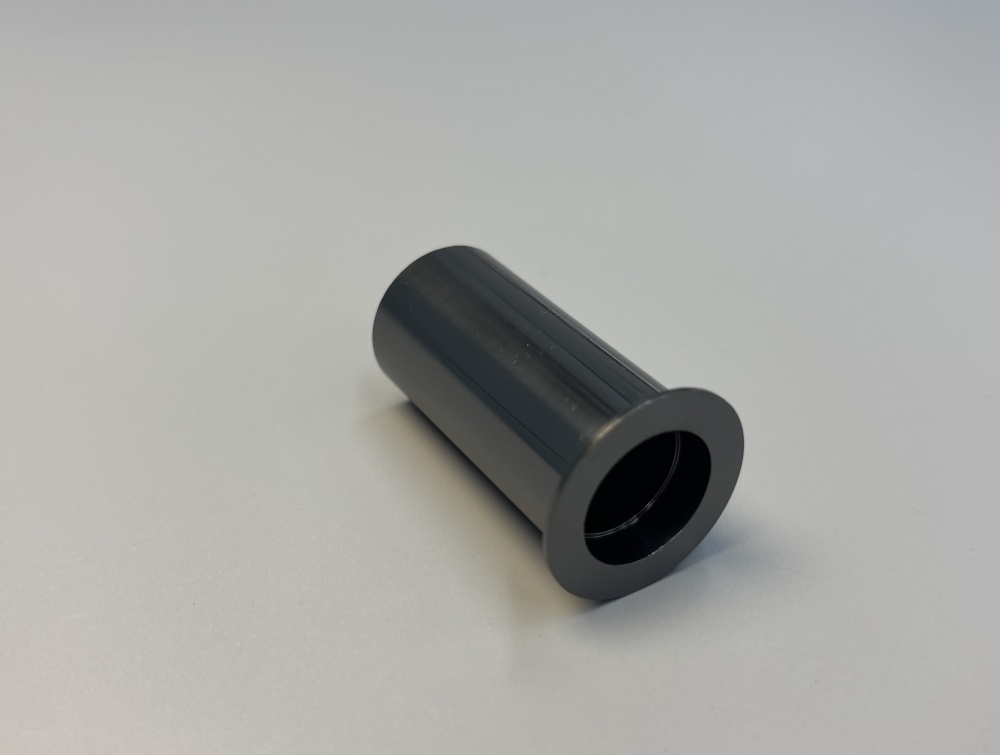
五金模具镀 PVD加硬涂层是精密模具表面强化的优选方案,通过 300-500℃气相沉积,在模具表面形成 1-5μm 硬质陶瓷涂层,核心解决耐磨、抗粘、抗冲、抗腐蚀痛点,不改变模具钢金相、无变形,适配冷冲压、注塑、压铸、拉丝等各类五金模具,让模具寿命延长 3-10 倍,修模成本降低 60% 以上,是镀膜厂核心主推业务。
一、主流 PVD 涂层类型与适配场景
TiN(氮化钛):显微硬度 2000-2200HV,最高耐温 550℃,主打高性价比和易脱模特性,适配普通冷冲压模具、低精度注塑模具及铜铝线材拉丝模具,是入门级优选。
TiCN(碳氮化钛):硬度提升至 2500-2800HV,耐温 450℃,防粘性与抗微崩裂性能突出,适合精密冷冲压模具(加工不锈钢、冷轧板)及各类注塑模具,是通用型爆款。
DLC/CrN(氮化铬):硬度 1800-2000HV,耐温 600℃,核心优势是抗腐蚀和韧性好,适配 PVC 等腐蚀性塑料注塑模、锌合金压铸模及不锈钢成型模具,应对复杂介质工况。
CrAlN(氮化铬铝):硬度 2800-3000HV,耐温 900℃,抗热震性与耐腐耐磨性兼具,适配镁合金压铸模、高温热锻模等极端高温工况。
二、核心价值(直击模具厂痛点)
寿命飙升:涂层耐磨性能较传统强化提升 3-10 倍,冷冲模冲次从 10 万次增至 50 万次以上,压铸模寿命直接提升 2-5 倍,大幅减少模具更换频率。
杜绝粘模:陶瓷涂层与金属、塑料的粘结性极低,可彻底解决冲压粘刀、注塑粘模、压铸粘腔问题,减少脱模剂使用,产品表面光洁度显著提升。
精准保型:涂层硬度远超模具钢,长期工作无磨损、无崩角,模具尺寸精度不流失,产品合格率从 90%+ 跃升至 99.5% 以上。
成本优化:修模次数与工时减少 60%,设备产能提升 10%-20%,综合生产成本降低 30%-50%,投入产出比极高。
安全可靠:300-500℃低温沉积,远低于模具钢回火温度,无氢脆、无变形,精密模具涂层后无需二次加工,直接上线使用。
三、关键工艺质控(镀膜厂核心技术)
前处理是涂层质量的核心,占比达 70%,需经过精密除油、氧化铝喷砂粗化、精抛光至 Ra0.2 以下三步,确保涂层与基体牢固结合;沉积温度可根据模具钢材质微调,软钢选 300-350℃,热作钢选 450-500℃,涂层厚度按工况适配,精密模 1-3μm,耐磨模 3-5μm;后处理需轻微抛光至 Ra≤0.1,提升脱模效果,避免刮伤产品;质控标准严格,涂层结合力≥50N,划格法测试无脱落、起皮。
四、精准选型指南
冷冲压模具:加工普通铁板、铝板选 TiN,不锈钢、弹簧钢选 TiCN,厚板或高硬度材料(HRC55 以上)选 AlTiN;注塑模具:普通塑料(PP、ABS)选 TiN ,玻纤增强料(PA66+30% 玻纤、PC)选 CrN ,PVC 等腐蚀性塑料选 CrN;压铸模具:锌合金选 CrN,铝合金选 DLC;拉丝 / 成型模具:铜铝线选 TiN,不锈钢线或精密折弯选 CrN,钢丝等硬质线材选 AlTiN。
五、常见问题解决方案
涂层脱落多因前处理不到位或厚度不匹配,需重新做精密前处理并按工况调整涂层厚度;仍存在粘模问题,可能是涂层选型错误或模具表面光洁度不足,需更换适配涂层并对模具精抛光后再镀膜;产品尺寸超差多为涂层过厚导致,控制厚度在 1-3μm,涂层后轻微抛光即可解决;涂层崩角开裂,需先修复模具本身的微裂纹,再更换 CrN 等韧性更优的涂层。
六、与传统强化方式对比(优势凸显)
相较于传统强化方式,PVD 涂层优势显著:硬度方面,PVD涂层 1800-3200HV 远超电镀硬铬(800-1000HV)和氮化处理(800-1200HV);温度控制上,PVD 沉积 300-500℃,无变形风险,氮化处理 500-600℃易产生轻微变形;防粘性上,PVD 涂层表现极佳,彻底解决粘模痛点,而电镀硬铬防粘性差、氮化处理防粘性一般;环保性上,PVD 涂层无废水废气排放,符合环保要求,电镀硬铬含铬废水污染环境,已逐步被限制使用。
PVD 加硬涂层以更高硬度、更好防粘性、无环保隐患,成为精密五金模具强化的主流趋势。如需定制客户推广海报文案、报价单附页说明,可随时告知,按需优化!