185 6616 1122
185 6616 1122


石墨模具凭借导热快、耐高温、膨胀系数小、易加工等优势,广泛用于烧结、压铸、热压、注塑、有色金属成型等领域,但石墨本身先天短板明显:材质疏松、硬度低、易掉粉剥落、极易粘料、高温易氧化、摩擦阻力大。想要稳住精度、拉长寿命、提升良品率,做 DLC 类金刚石涂层是最优解决方案。

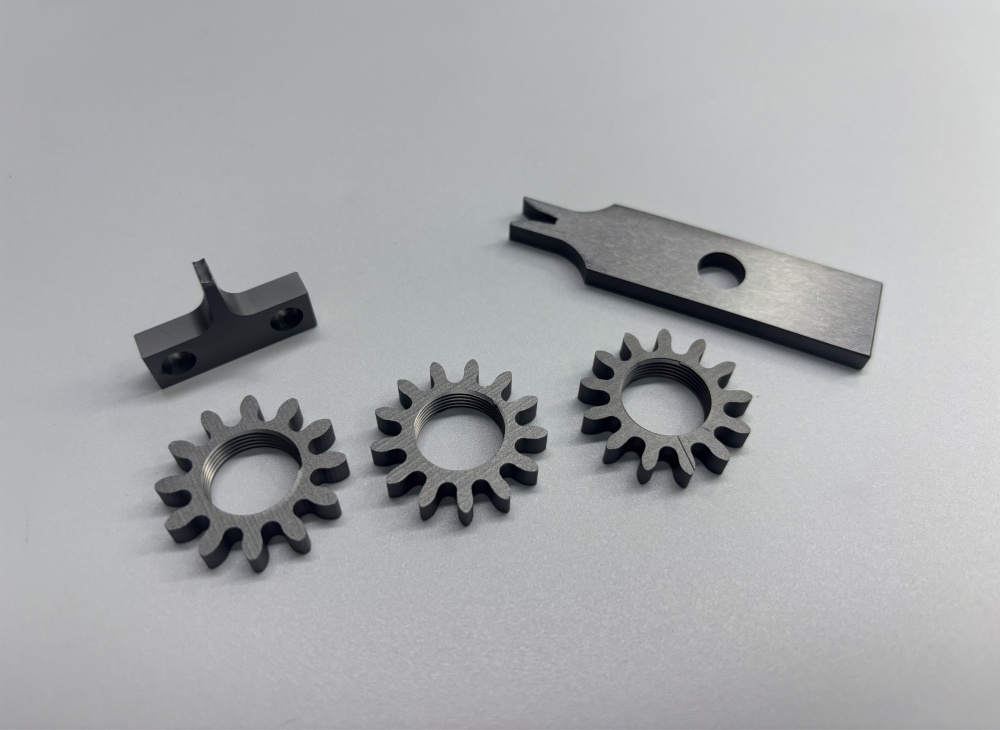
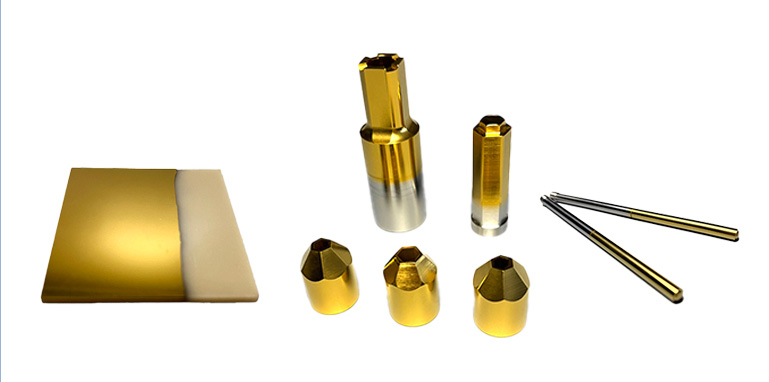
在百叶窗连续大批量冲压生产中,刀具性能直接决定加工效率、产品质量与综合成本。为何行业内普遍选用金黄色氮化钛(TiN)涂层刀片?核心在于其针对薄金属板材高速冲压场景的精准适配性,能从根本上解决普通刀片的性能短板,以下从技术原理与实际应用维度展开专业解析。
不少人常会混淆 DLC 镀层与 PVD 镀层,其实二者并非并列关系,而是两个不同维度的概念。PVD(物理气相沉积)是一种镀膜工艺,包含磁控溅射、等离子增强沉积等技术;DLC(类金刚石镀层)是一种硬质镀膜材料,市面上绝大多数 DLC 镀层,都需要通过 PVD 工艺加工制备。下面从工艺特性、核心性能、应用场景、选型标准四大维度,全面解析二者的区别。
还在为刀具频繁磨损、模具易腐蚀、精密部件寿命短而困扰?氮化钛(TiN)涂层,这款被誉为 “工业黄金膜” 的硬核防护方案,正以全方位优势改写行业痛点,让耐用性与性价比实现双重飞跃。

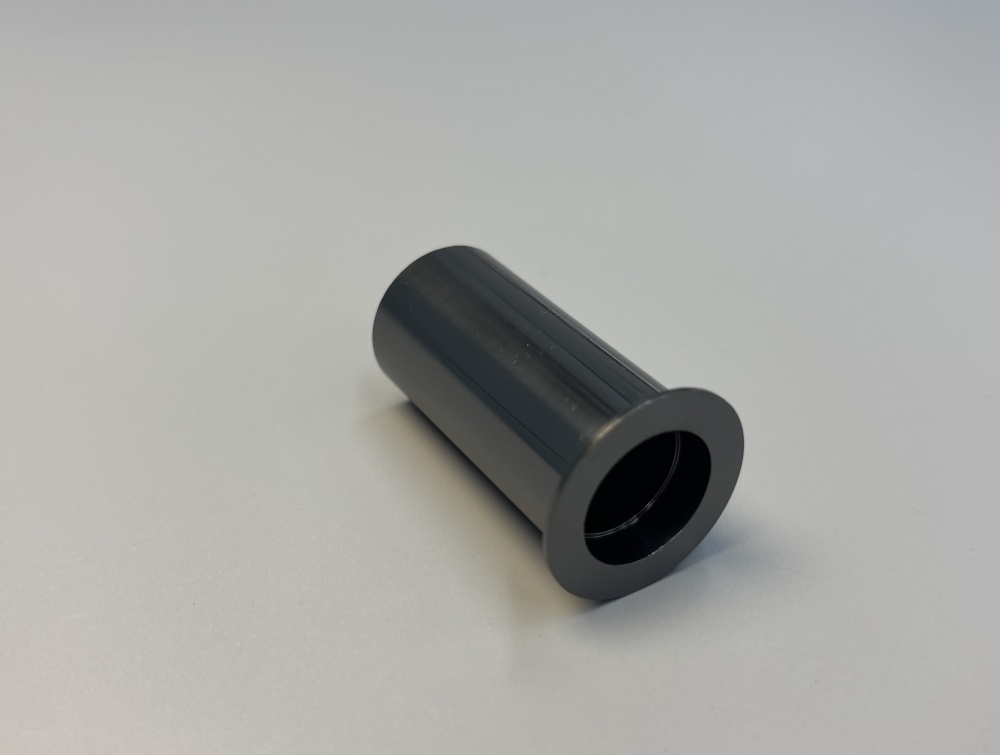
DLC涂层向来以高硬度、超耐磨、优异绝缘性被广泛认可,而在众多性能中,强悍的防锈防腐能力才是极易被忽视、却实用性拉满的核心优势,更是金属部件的 “长效防护铠甲”。

工艺与沉积条件上,PVD工具镀采用磁控溅射工艺,沉积温度需控制在 380-450℃,属于中高温沉积技术,依赖较高温度实现膜层与基材的牢固结合;DLC涂层为碳系涂层,采用低温沉积工艺,80-120℃即可完成制备,无需高温环境,对基材热影响极小。
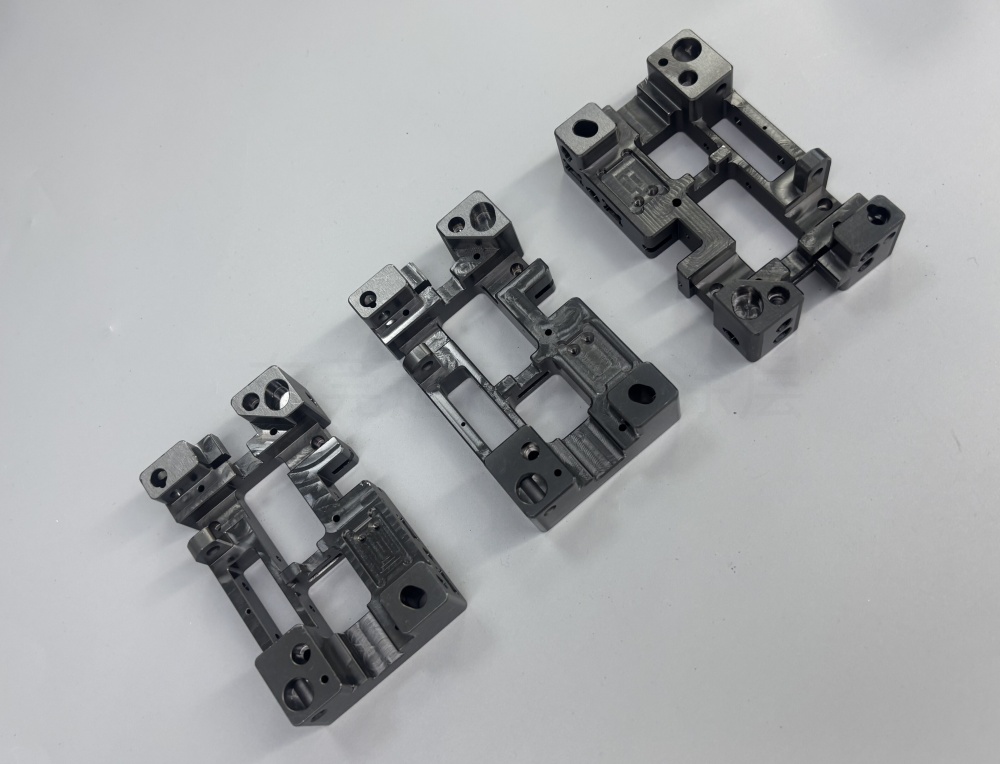
五金模具镀 PVD 加硬涂层是精密模具表面强化的优选方案,通过 300-500℃低温气相沉积,在模具表面形成 1-5μm 硬质陶瓷涂层,核心解决耐磨、抗粘、抗冲、抗腐蚀痛点,不改变模具钢金相、无变形,适配冷冲压、注塑、压铸、拉丝等各类五金模具,让模具寿命延长 3-10 倍,修模成本降低 60% 以上,是镀膜厂核心主推业务。
无润滑工况 刀具涂层精准选型

超高硬度 + 耐磨,延长刀刃服役寿命DLC 涂层硬度可达 15–40 GPa,远超高速钢刀刃(约 6–8 GPa)、硬质合金刀刃(约 10–15 GPa)的基体硬度。面对切削过程中的磨粒磨损、冲击磨损,涂层能形成坚硬防护层,减少刀刃崩口、卷刃风险,使刀刃寿命提升 3–10 倍。尤其适合工业切削刀具(如铣刀、钻头)、户外刀具等高频次、高负荷使用场景。

超高硬度 + 低摩擦系数,双重提升耐磨性能DLC涂层硬度可达 15–40 GPa(远高于钨钢基体的 10–20 GPa),同时摩擦系数低至 0.05–0.2(干摩擦状态下)。面对钨钢模具冲压、成型、注塑等过程中的金属粘连、磨粒磨损,DLC 涂层能形成坚硬光滑的防护层,大幅降低模具与工件的摩擦损耗,减少模具因磨损导致的尺寸偏差。

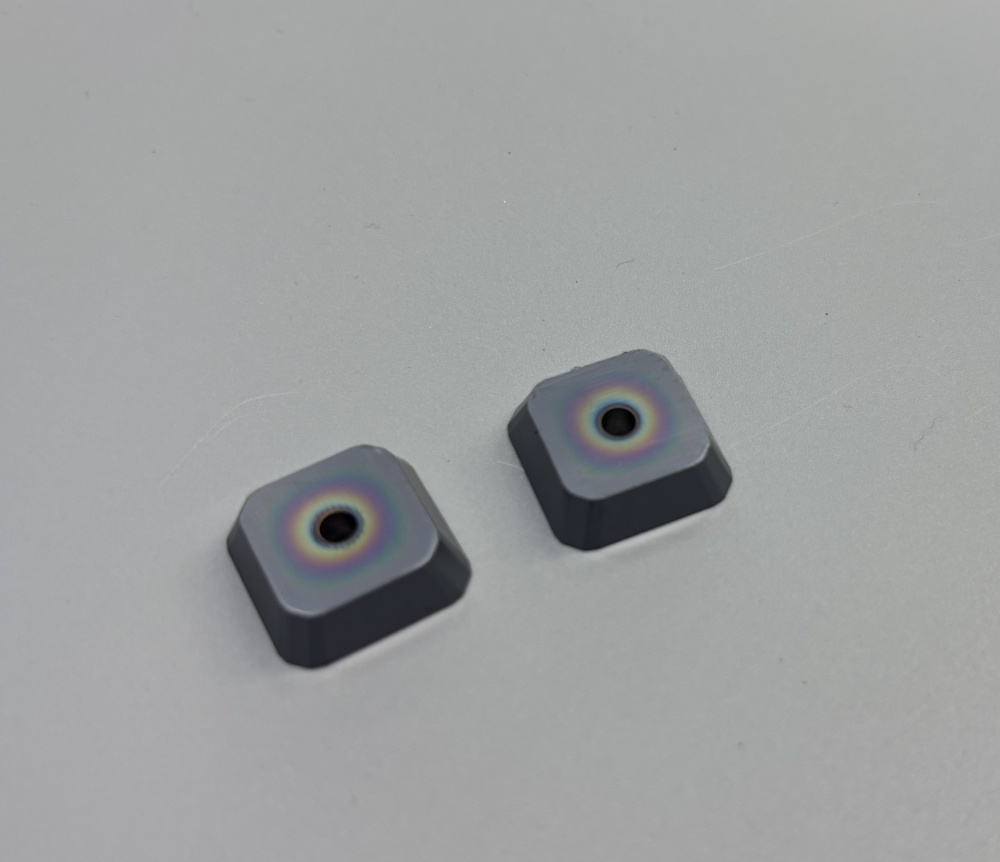
在 PVD 涂层界,若说 TiN(氮化钛)是普及 PVD 的 “黄金圣斗士”,那 DLC(类金刚石)就是深藏不露的 “黑衣刺客”。它现身高端腕表表壳、汽车发动机活塞销、铝合金切削铣刀,通体漆黑温润,却硬度惊人。
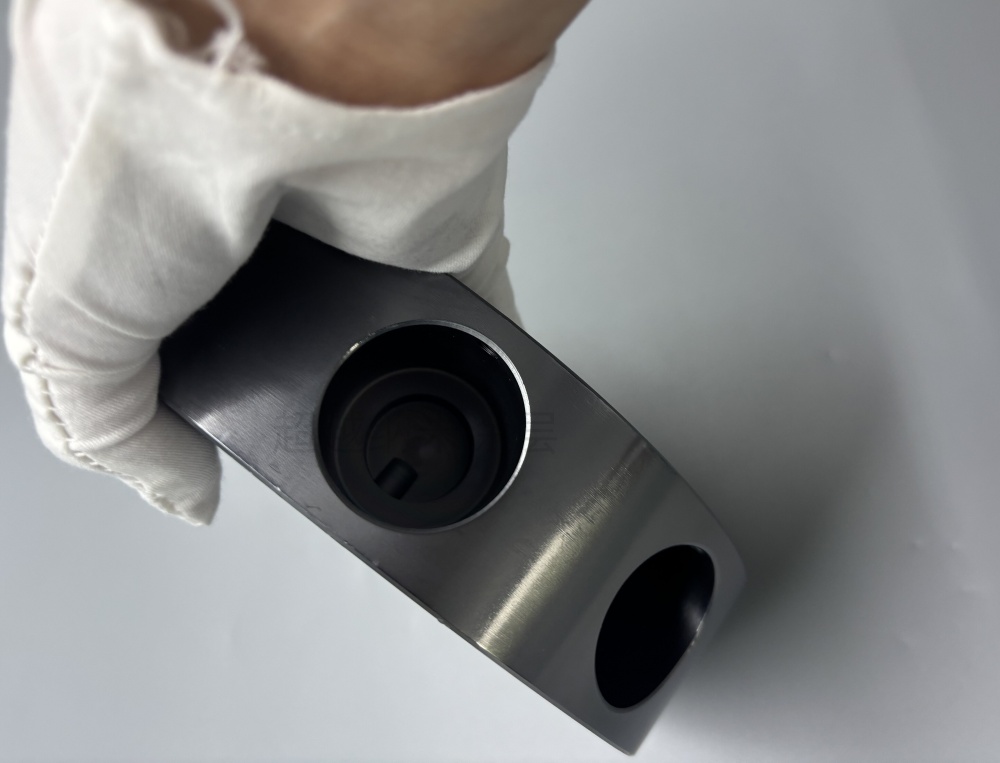
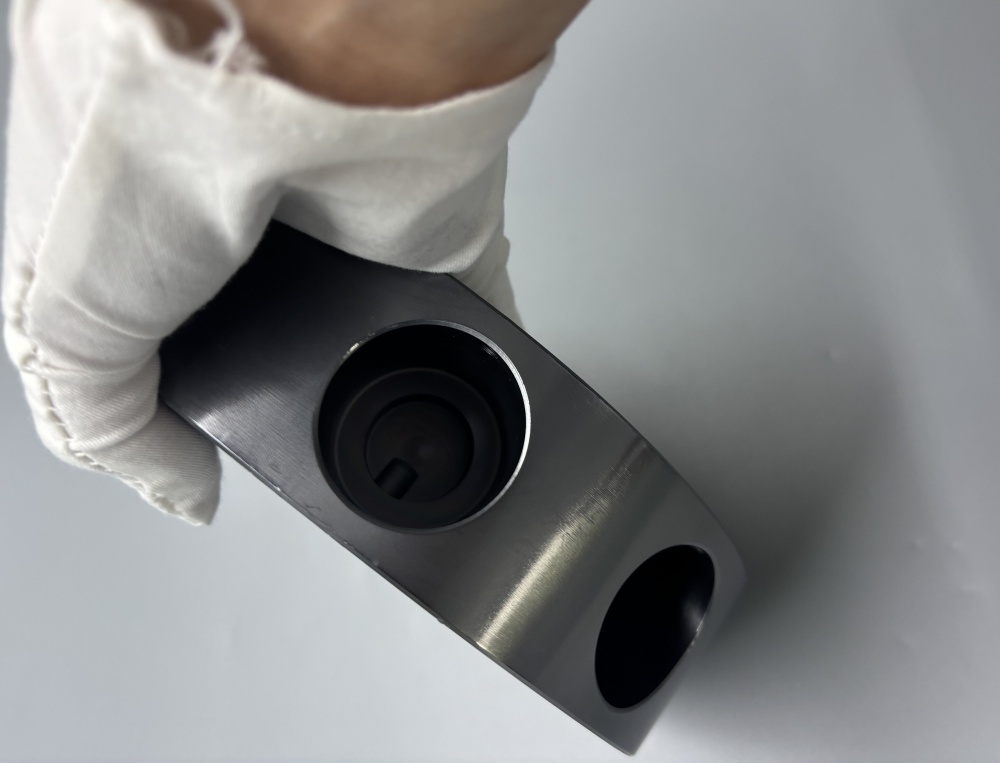
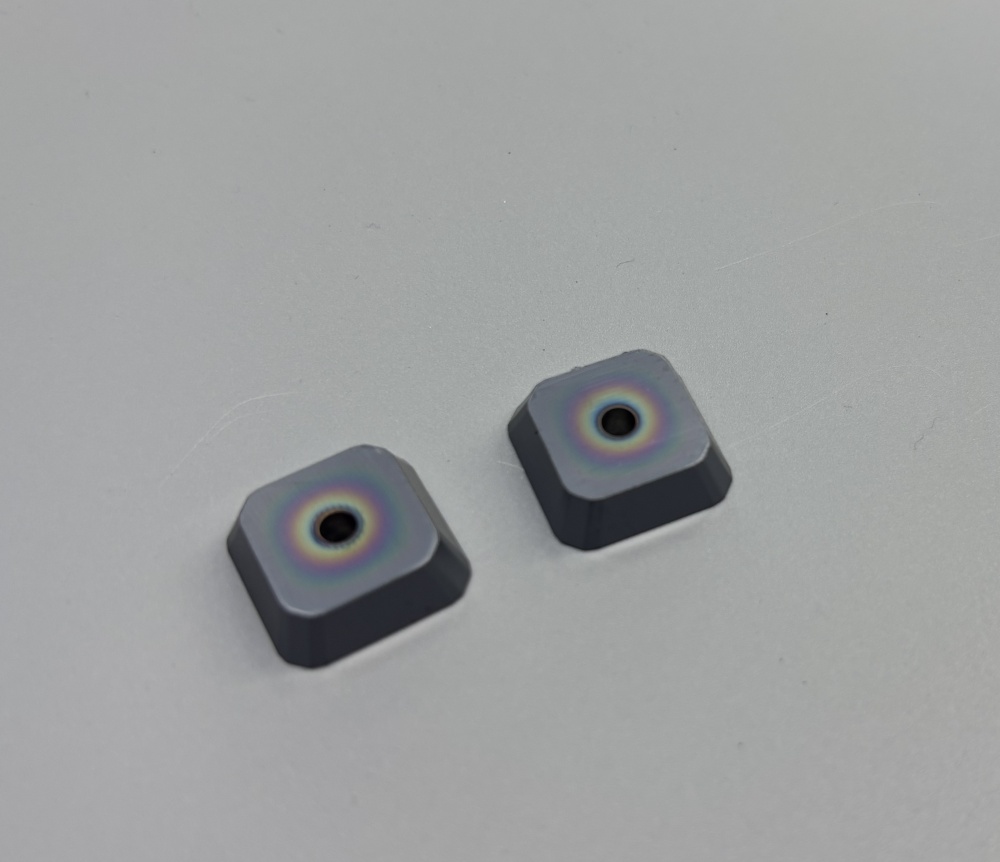
针对这一行业痛点,定制化 DLC(类金刚石)涂层技术从根源上实现突破,为铝铜件圆形模具提供全方位解决方案。其核心优势源于卓越的材料性能:0.06 的超低摩擦系数,让铝铜材质在加工过程中与模具表面形成近乎无阻力的接触,从根本上杜绝粘料、积屑现象,彻底告别频繁清理的繁琐工序;2500-3200HV 的超高硬度,远超传统模具表面处理工艺,能轻松抵御铝铜加工时的高压摩擦与磨损,配合0.01μm 的超光洁表面精度,确保产品成型后表面光滑无痕,完美达成高光质感要求,大幅提升产品合格率。

别让低效生产拖垮品质!选择定制化 DLC(类金刚石)涂层,从根源解决粘料与纹路难题。这款涂层凭借三大核心优势重塑模具性能: 超强抗粘力:DLC 涂层与铝、铜等非铁金属亲和性极低,尤其无氢型 DLC 通过优化 sp³ 键结构,能抑制金属氧化物粘连层形成,配合 0.07-0.11 的超低干摩擦系数,让工件与模具表面顺滑分离,彻底杜绝粘料积屑。 高硬耐磨特性:涂层硬度可达 2000-3200HV,远超传统涂层,能抵抗铝铜加工中的摩擦损耗,同时保持模具表面 Ra0.01μm 级光洁度,确保产品成型后表面无纹路、无瑕疵。

选择我们的氮化铬铝涂层工艺,不仅能大幅降低备件采购成本与人工换件成本,更能最大限度减少停机时间,让产线持续高效运转,产能提升看得见。无论是金属冲压、精密成型还是高强度加工场景,这款镀膜工艺都能适配各类工况需求,为你的生产环节注入强劲动力,实现降本增效的双重突破。摆脱频繁换件的困扰,让生产更稳定、成本更可控,现在就选择专业镀膜解决方案,开启高效生产新模式!
拥有了40多年寿命的氮化钛涂层,为何依然还能在涂层界发挥出它无可替代的价值?明明在硬度、耐热性等核心性能上,它早已被 AlTiN 等新型涂层远远超越,但在市场应用中,TiN涂层的地位始终稳固。今天我们就从实战角度,聊聊 TiN涂层 的三个 “不可替代” 优势。