 185 6616 1122
185 6616 1122










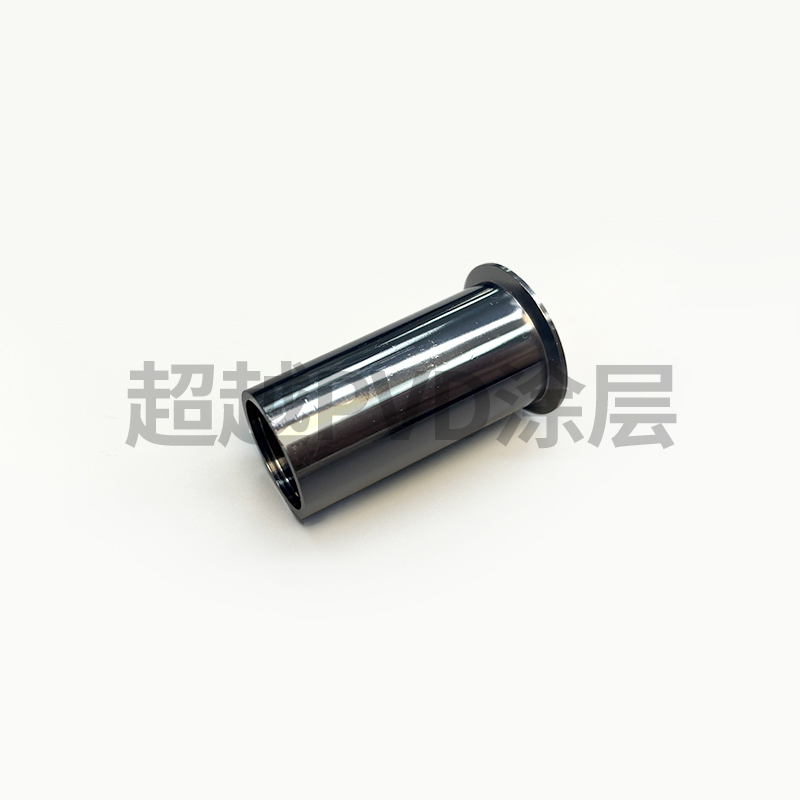
刀柄镀氮化钛(TiN)涂层工艺是利用物理气相沉积(PVD)技术在刀柄表面制备氮化钛薄膜的表面改性技术,其核心是通过精准控制沉积参数,赋予刀柄耐磨、防滑、美观及耐蚀的综合性能。以下从工艺适配性、核心流程、关键参数及应用价值展开说明:

DLC是一种非晶态碳材料,结构介于金刚石(sp³ 键)和石墨(sp² 键)之间,兼具两者优势: 超高耐磨性:硬度可达 10-30 GPa(接近金刚石),耐磨性是不锈钢的 5-10 倍,能显著延长器械使用寿命。 低摩擦系数:干摩擦系数通常为 0.05-0.2(不锈钢约 0.6-0.8),可减少器械与组织 / 自身的摩擦损伤。 优异生物相容性:化学惰性强,无细胞毒性,不引发免疫排斥反应,符合 ISO 10993 等生物安全标准。 耐腐蚀性:能抵御体液(含蛋白质、氯离子)和消毒剂(如碘伏、酒精)的侵蚀,避免基体材料降解。
主轴在高负荷工况下,常因抗负荷能力不足及日常磨损问题导致寿命缩短;若润滑不佳,还会因与其他工件摩擦产生巨大噪音。为此,主轴生产厂家可采用DLC涂层这一增寿表面处理工艺。DLC类金刚石硬质涂层,即类金刚石碳膜,属非晶态薄膜。其以 sp³ 和 sp² 杂化键结合形成无定形碳的亚稳定形态:sp³ 键占比越高,膜层硬度越接近金刚石;sp² 键占比越高,自润滑性能越优异。

柱塞 DLC 涂层加工是机械制造业新兴的高精度表面处理技术,通过沉积类金刚石涂层,可显著提升柱塞硬度、耐磨性、耐腐蚀性,降低摩擦系数,从而延长寿命、提高系统效率。
DLC是一种非晶态碳材料,兼具金刚石的硬度和石墨的润滑性,具有以下优势:高硬度(1500-4000 HV):显著提升耐磨性,减少摩擦磨损。低摩擦系数(0.1-0.2):降低部件运动阻力,提高燃油效率。化学惰性:耐燃油、酸性和氧化腐蚀。

由于DLC涂层降低了摩擦和磨损,导轨的运动变得更加平稳顺畅,运动过程中的振动和噪音也随之减少,从而提高了自动化设备的运动精度。这对于半导体制造、精密机械加工等对加工精度要求极高的自动化生产环节来说,起着至关重要的作用,能保障产品质量的稳定性。

DLC涂层:适用于高耐磨、低摩擦需求场景,如精密刀具(铣刀、钻头)、轴承、汽车发动机零件、医疗植入体(生物相容性好)、手机滑轨等。
镀铬和 DLC(类金刚石涂层)是两种常见的表面涂层技术,广泛应用于工业、机械、汽车等领域,但其原理、性能和适用场景差异显著。以下从定义、工艺、性能、应用等方面详细对比:

DLC涂层具有很高的硬度(HV2500)优良的耐磨性能摩擦系数极低《低至0.06),膜层2um厚,当基体结合力很强,具有优良的耐触性,能耐各种酸等封金属、塑料、橡胶、陶瓷等均有良好的抗粘结和防咬合性能,表面粗糙度低。

类金刚石碳(DLC)涂层工艺是一项能在材料表层生成具备类金刚石特性薄膜的先进技术,其核心原理与应用特点如下

氮化钛(TiN)涂层和类金刚石涂层(DLC,Diamond-Like Carbon)是两种应用广泛的硬质功能涂层,但在成分、结构、性能及应用场景上存在显著差异

氮化钛(TiN)涂层是一种具有高硬度、耐磨性、耐腐蚀性及装饰性(金黄色外观)的功能涂层,广泛应用于刀具、模具、医疗器械、装饰件等领域。其制备工艺以物理气相沉积(PVD)为主,辅以化学气相沉积(CVD)等方法

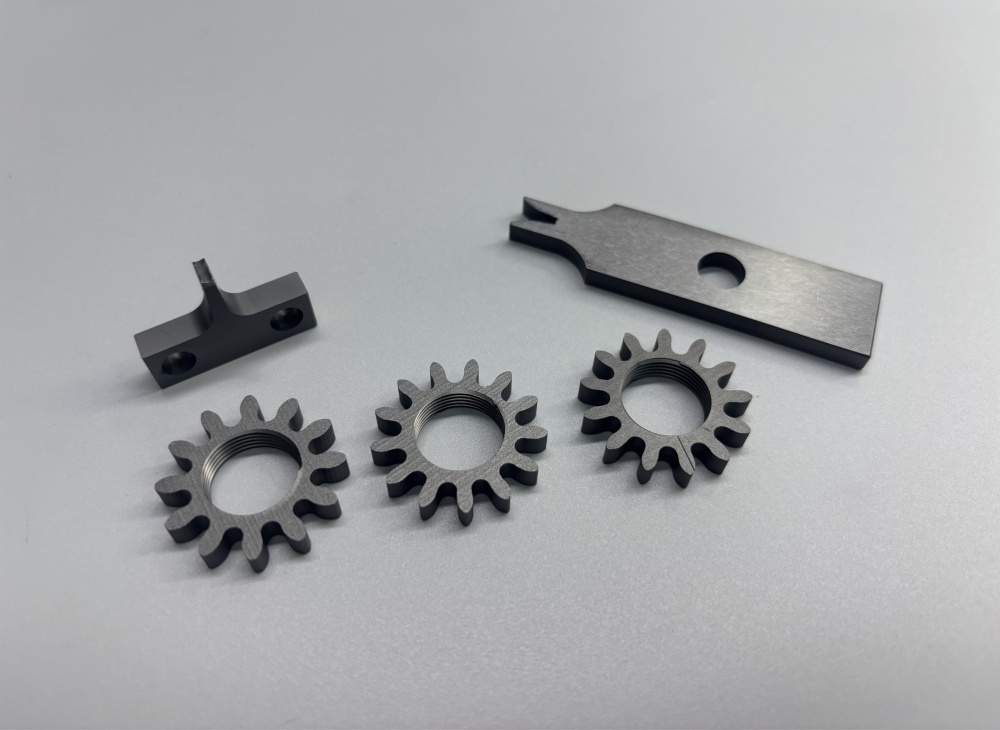
滚刀(齿轮加工中常用的刀具)表面做铬铝涂层,主要是利用铬铝涂层的特殊性能解决滚刀在高速、重载切削过程中面临的核心问题,具体可归纳为以下几点:

DLC则是涂层里的“硬汉”,硬度达HV4000-8000,耐磨性是钢材10-50倍,摩擦系数0.05-0.1,耐高温400度,附着力强,适合高负荷、精密及暴力摩擦的场合。铁氟龙硬度仅 2-5HV,耐磨性为基材2-3倍,耐温上限 260度,附着力弱,铁弗龙太软不耐磨,温度一高就扛不住,擅长不粘锅密封件应用场所。

在冲压模具粘铝问题中,DLC(类金刚石涂层)凭借其独特的物理化学特性,能有效缓解甚至解决粘连现象,其核心作用机制及应用要点如下:



