 185 6616 1122
185 6616 1122











硬度与耐磨性:表面硬度可达4200HV,具备高耐磨特性,适合加工高硬度材料
耐高温性能:最高使用温度可达1000℃,在高温下仍能保持硬度,适用于高速干式切削。
抗氧化性:涂层中铝含量提升增强了抗氧化性能,尤其适合加工淬硬材料
| 基本特性 | ||
| 参数 | 指标 | 测试标准/备注 |
| 化学组成 | Ti₁₋ₓAlₓN (x≈0.67) | 典型Al含量~65-70% |
| 晶体结构 | 面心立方(FCC) | 纳米多层结构可增强性能 |
| 颜色 | 紫黑色 | 视觉特征 |
| 力学性能 | ||
| 参数 | 指标 | 对比参考 |
| 硬度 | 3000-3500 HV | 纳米压痕法(ISO 14577) |
| 弹性模量 | 380-450 GPa | 高于TiN(~300 GPa) |
| 断裂韧性 | 2.5-3.5 MPa·m¹/² | 压痕法测定 |
| 结合力(划痕) | ≥50 N | HF1-HF2级(Rockwell测试) |
| 热学与摩擦学性能 | ||
| 参数 | 指标 | 关键特性 |
| 最高工作温度 | 800-900°C (空气) | 氧化铝表层形成保护层 |
| 热导率 | 8-12 W/(m·K) | 优于TiN(~10 W/(m·K)) |
| 摩擦系数(干切削) | 0.4-0.5 | 钢对磨时(ASTM G99) |
| 磨损率 | 1-3×10⁻⁷ mm³/(N·m) | 高温下仍保持稳定 |
| 工艺参数 | ||
| 参数 | 典型值 | 工艺影响 |
| 沉积温度 | 450-500°C | 影响结晶度和应力 |
| 氮气分压 | 0.3-0.5 Pa | 控制化学计量比 |
| 偏压电压 | 80-150 V | 调节离子轰击能量 |
| 沉积速率 | 2-4 μm/h | 电弧离子镀典型值 |
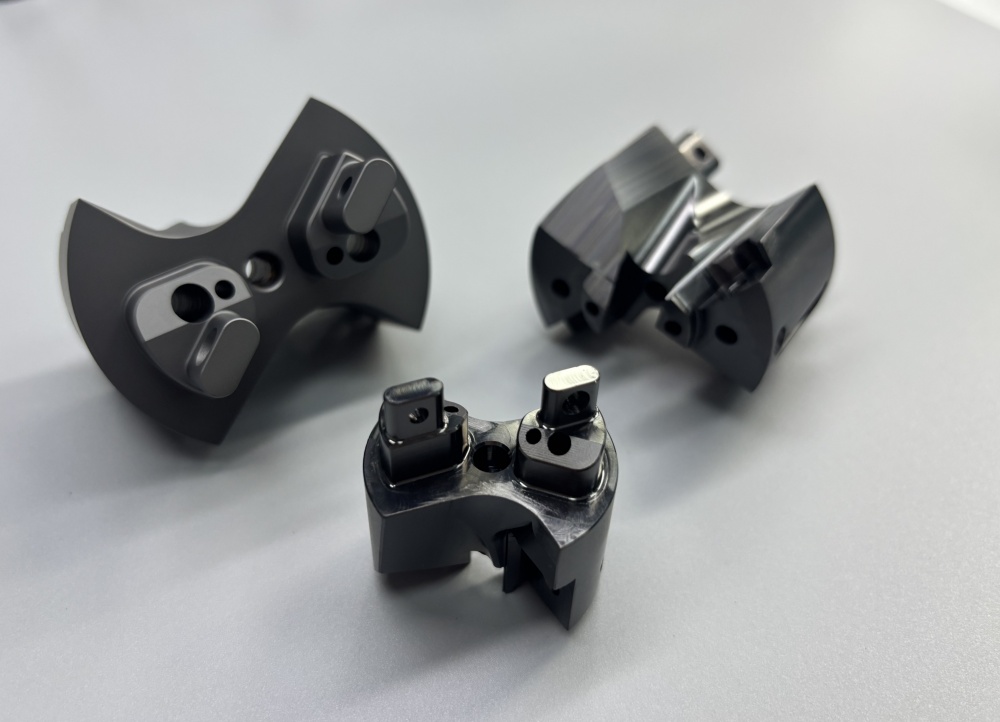
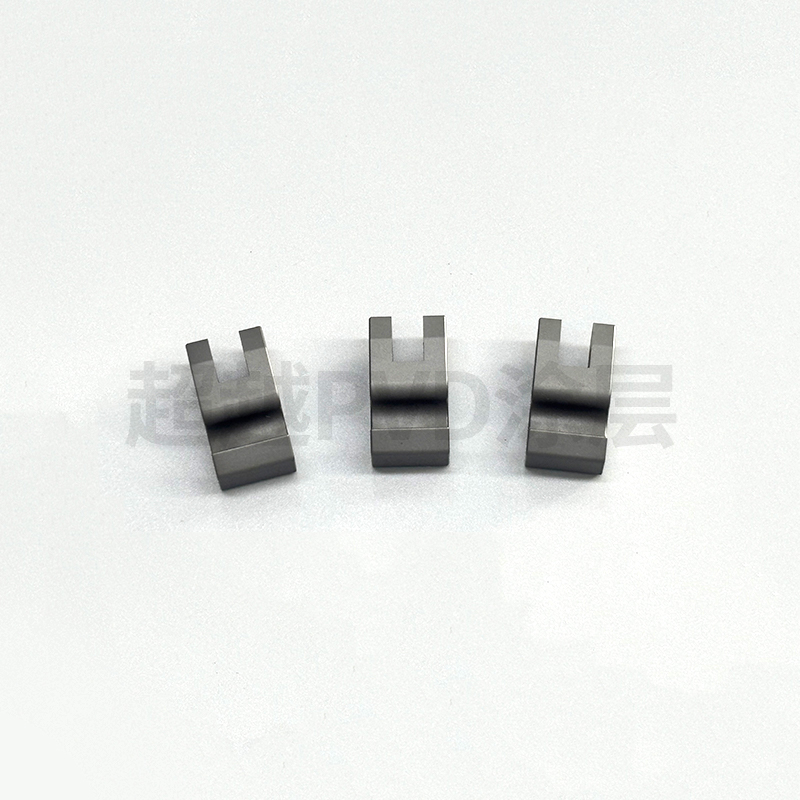
异型冲头镀AlCrN涂层

五金件镀黄钛

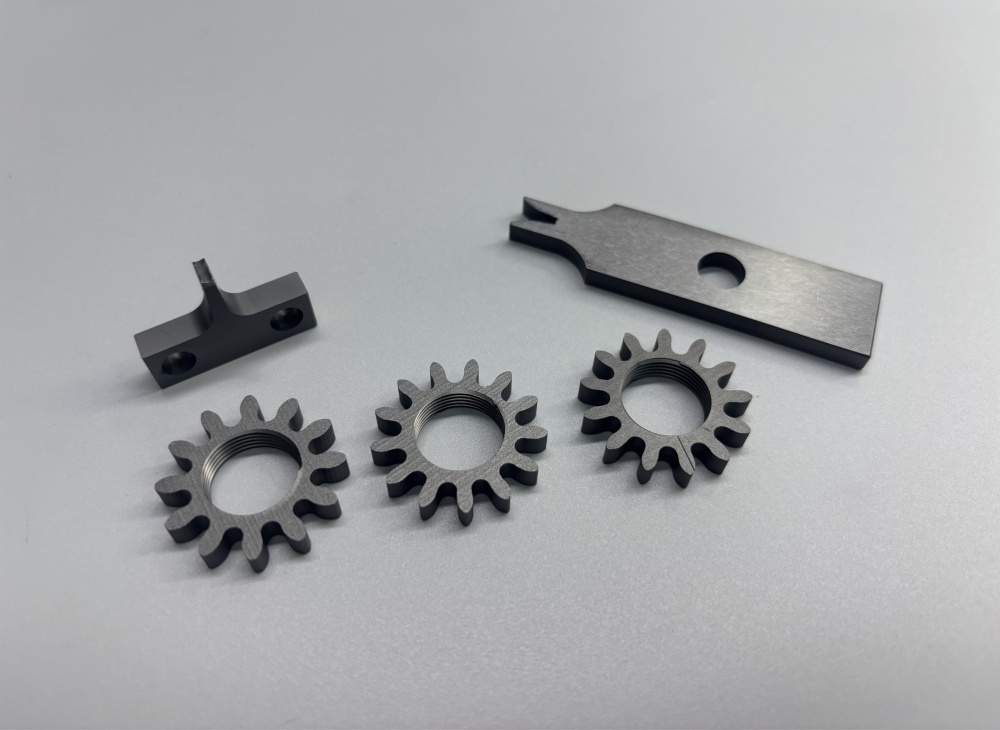
齿轮镀氮化钛涂层
精密五金镀氮化钛涂层

五金件镀黄钛

导轨镀氮化钛涂层

梭壳镀氮化钛涂层

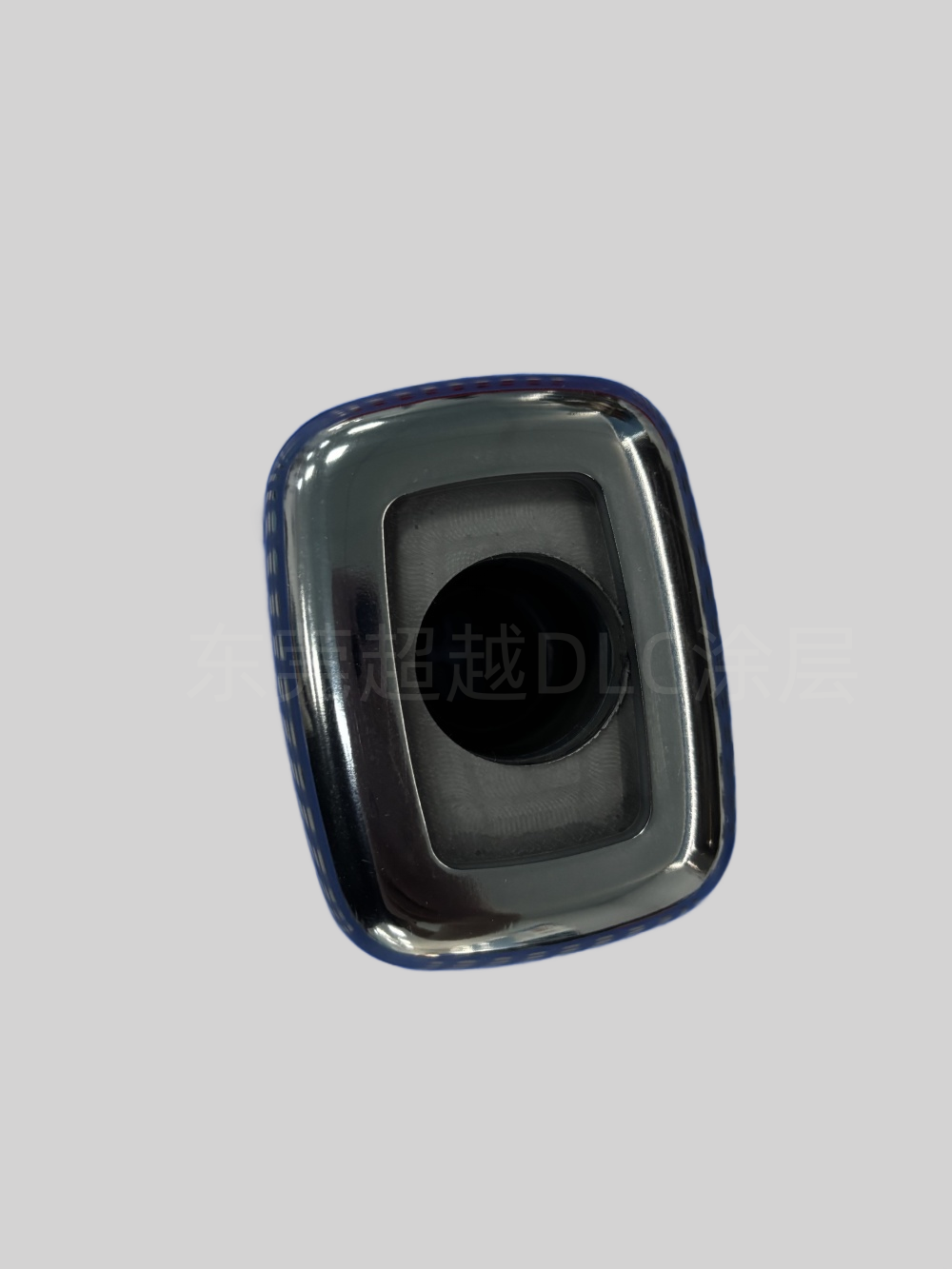
医疗配件镀DLC涂层
医疗刀具配件镀DLC涂层
冲压模具AlCrN涂层

刀柄TIN涂层

医疗器械镀DLC涂层

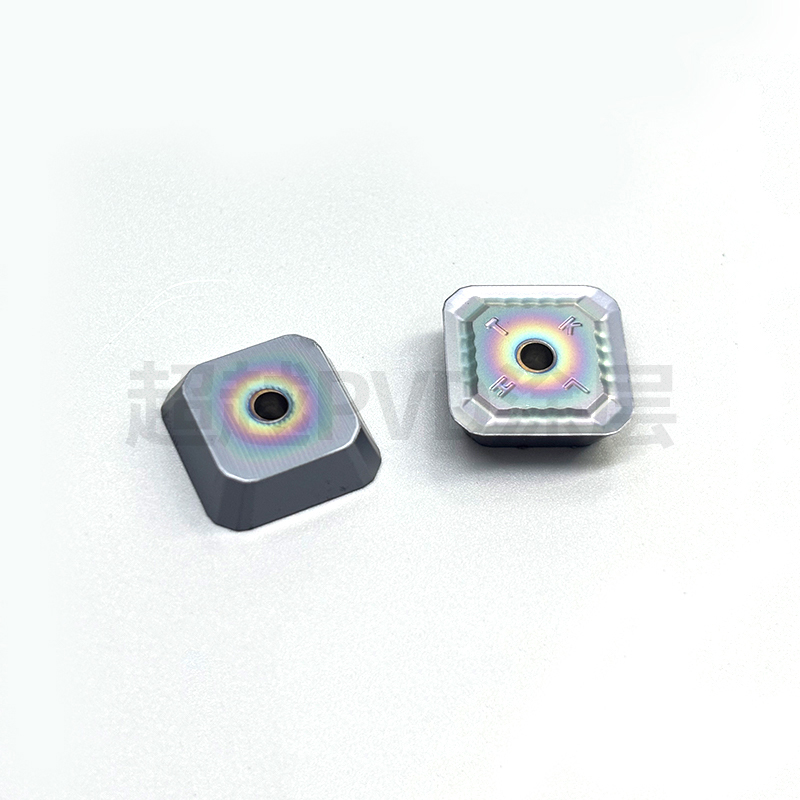
铣刀片镀古铜涂层

冲头TIN涂层
模具配件TIN涂层
医疗配件TIN涂层

医疗器械CrN涂层

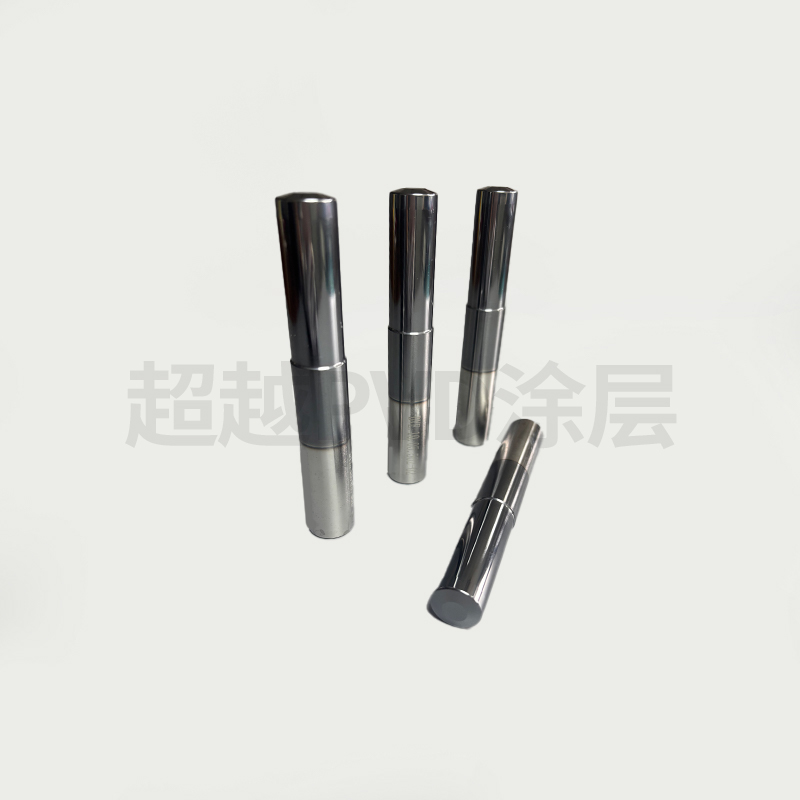
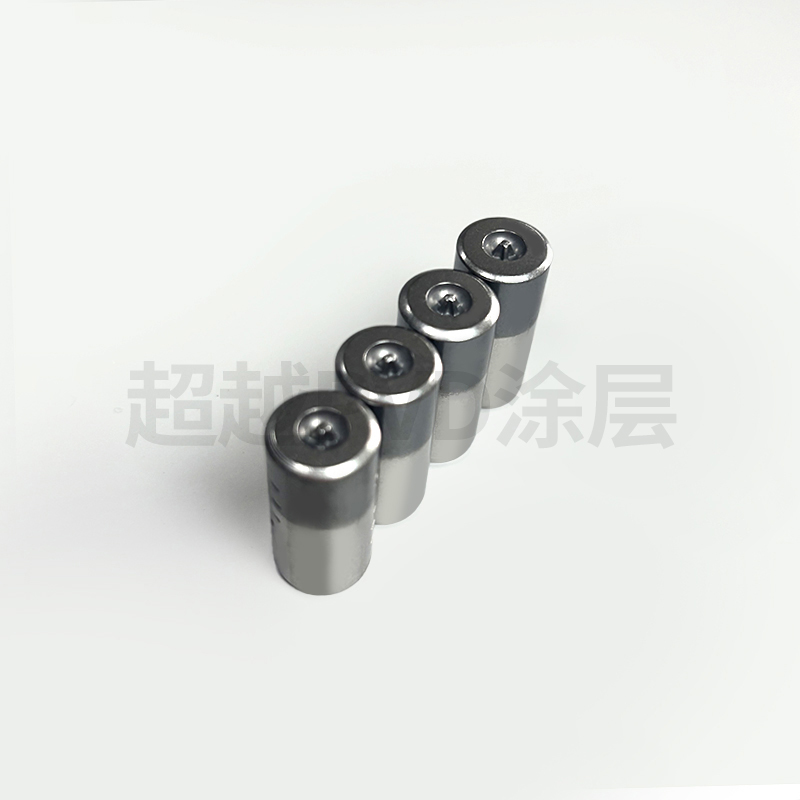
冲棒TIN涂层

冲针TIN涂层
模具配件 TIN涂层

精冲配件TIN涂层

模具CrN涂层
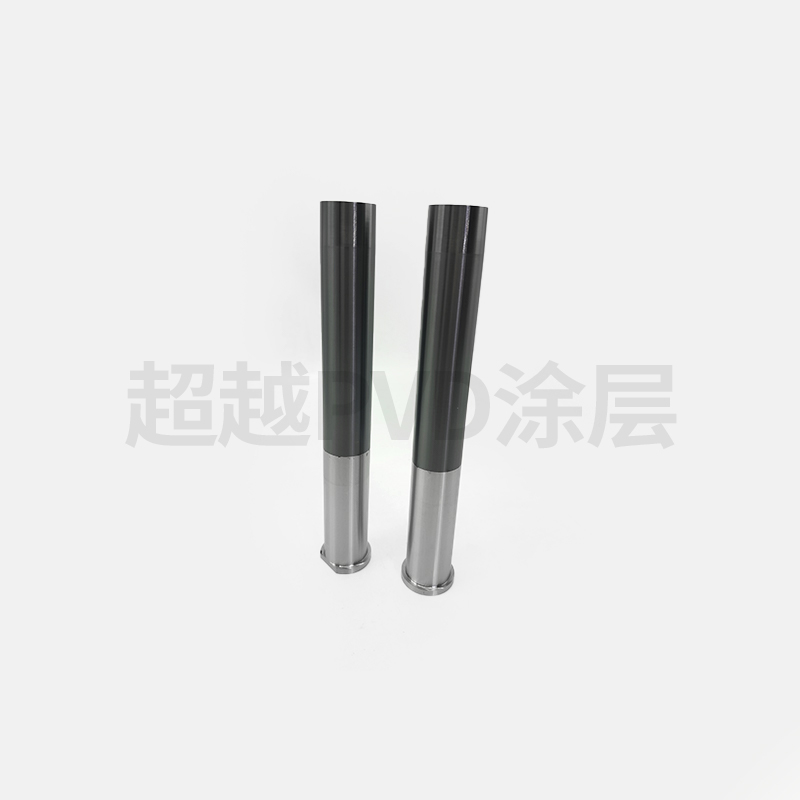
冲棒AlCrN涂层

PVD涂层

PVD涂层

PVD涂层
PVD涂层

汽车配件Ta-c涂层

PVD涂层

PVD涂层

电筒配件Ta-c涂层
汽车配件Ta-c涂层
冲头AlCrN涂层

刀片镀DLC涂层

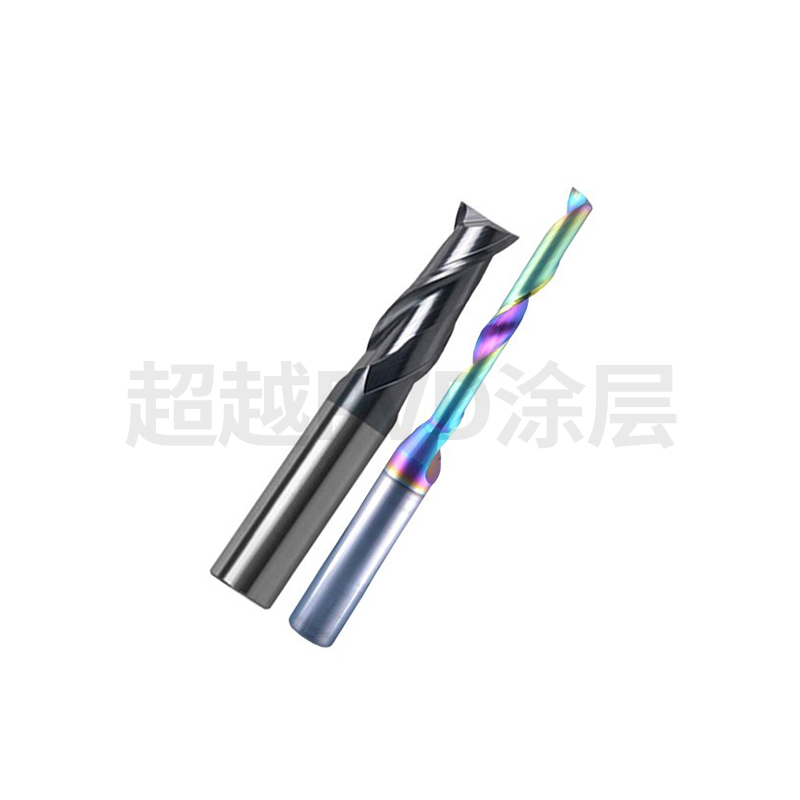
刀具DLC 涂层
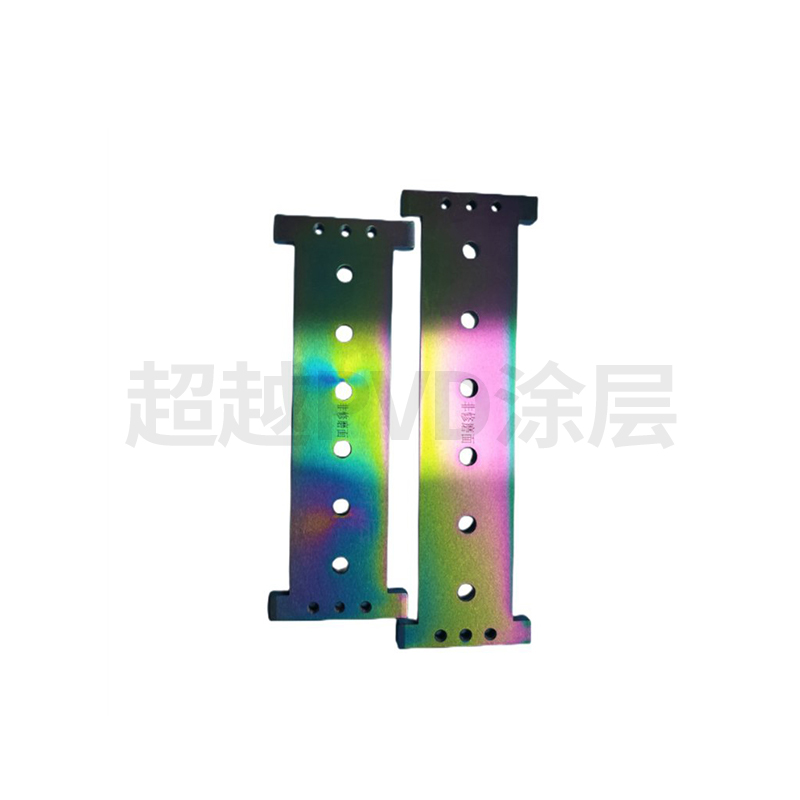
精密模具Ta-C七彩涂层

刀片镀DLC涂层
精密模具Ta-C七彩涂层

不锈钢件镀DLC涂层
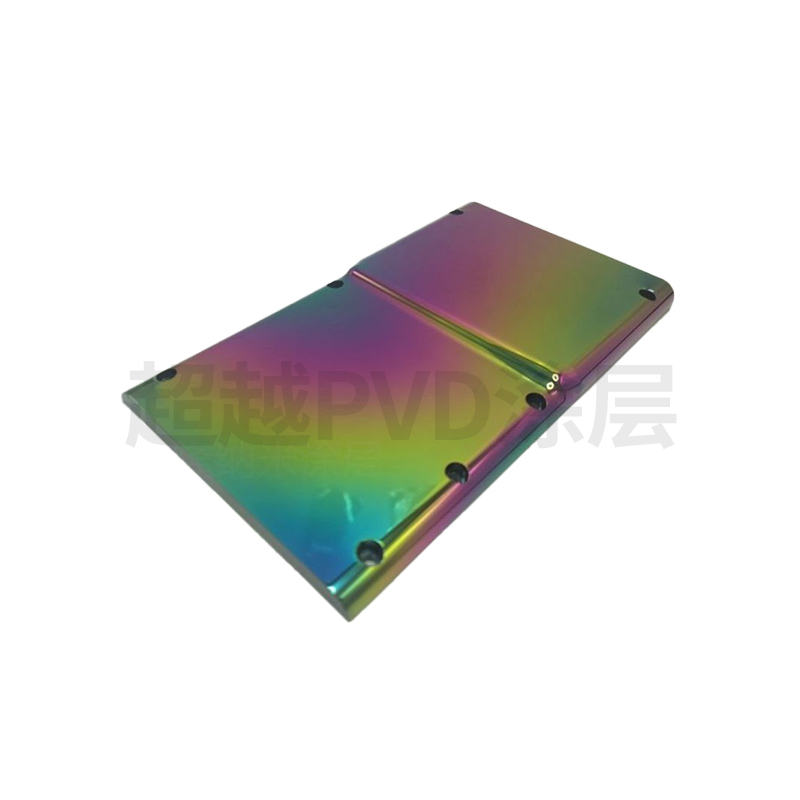
精密模具Ta-C七彩涂层
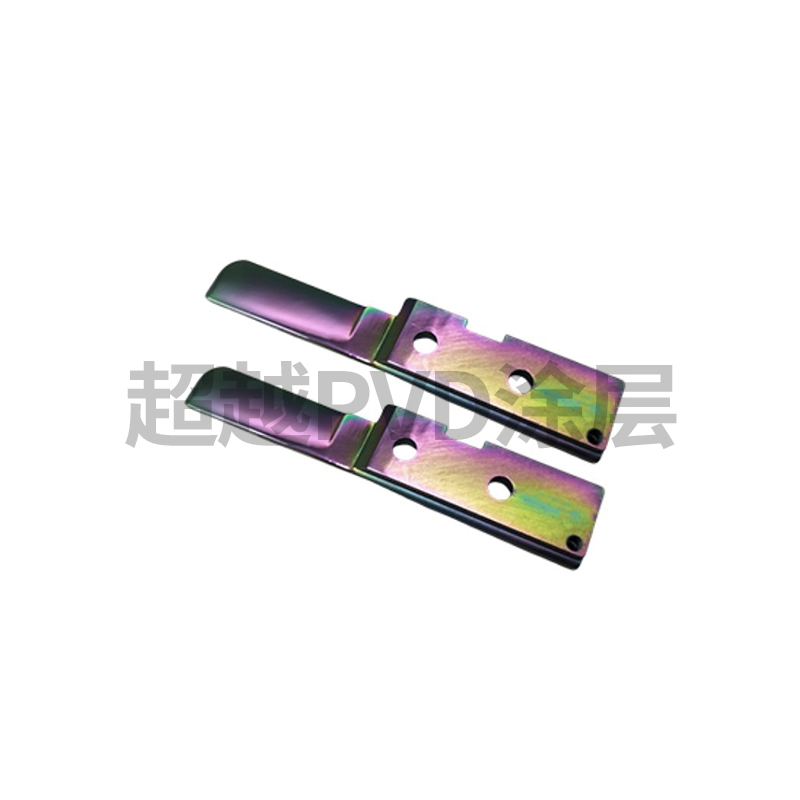
精密模具Ta-C七彩涂层

铜件镀DLC涂层

精密模具Ta-C七彩涂层
精密模具Ta-C七彩涂层

汽车零部件DLC涂层

精密模具Ta-C七彩涂层

高尔夫杆头DLC涂层



